Metro Logistics warehouse modernised with compact ammonia refrigeration system
Exact temperatures are essential when it comes to food storage at logistics centres. In modernising its refrigeration system at the Bergkirchen site, Metro Logistics GmbH has opted for the natural refrigerant ammonia (R717). Housed inside a container in front of the building, the new, compact refrigeration system is based on a highly efficient BITZER Ammonia Compressor Pack (ACP). This investment will pay off in no time thanks to minimal energy consumption. The engineering firm Grad was responsible for planning, whilst the Harig company was in charge of system construction.
Exact temperatures are essential when it comes to food storage at logistics centres. In modernising its refrigeration system at the Bergkirchen site, Metro Logistics GmbH has opted for the natural refrigerant ammonia (R717). Housed inside a container in front of the building, the new, compact refrigeration system is based on a highly efficient BITZER Ammonia Compressor Pack (ACP). This investment will pay off in no time thanks to minimal energy consumption. The engineering firm Grad was responsible for planning, whilst the Harig company was in charge of system construction.
Just the right temperatures are key when it comes to food storage and transport. But due to frequent refrigeration leaks and high malfunction and failure rates, the previous R448A refrigeration system used in the Metro Logistics warehouse in Bergkirchen was not energy or cost-efficient. In addition, the HFO refrigerant blend R448A has high global warming potential (GWP) and is affected by the accelerated phase-out of fluorinated refrigerants according to the EU F-Gas Regulation 2024/573. An economical and environmentally friendly solution was needed.
Highly efficient with ammonia
‘It was important to the customer Metro Logistics to reduce operating costs and improve the carbon footprint. It did not take long to realise that only a natural refrigerant, ammonia, would do for the new system,’ says Thomas Grad, Managing Director of Grad GmbH. The engineering firm based in Lindau was responsible for full system design, from initial planning to implementation monitoring. The area of the logistics centre that requires cooling measures 9,240 m² and comprises four cold storage units and two incoming and outgoing goods spaces. The site is primarily used to store fruit, vegetables and dairy products, all of which require different temperature zones in the medium temperature range. The experts of the engineering firm Grad compared different options for system design in terms of energy efficiency, the expected costs and carbon footprints, which required calculation of cooling demand and analysis of structural conditions on-site. The initial planning also takes into account different electricity prices as well as the costs of any fresh and waste water treatment. In addition, the planners considered various pipeline routes and the necessary dimensions and identified suitable locations for the new refrigeration system.
Ammonia has proven its worth as a refrigerant in large industrial refrigeration systems over the decades. Thanks to extraordinary thermodynamic properties and low environmental impact (GWP and ODP of zero), it is considered to be a future-proof refrigerant, particularly given current developments in environmental regulations. A system comprising flooded evaporation and air-cooled condensers emerged as an energy and cost-efficient solution for the logistics centre. The cooling distribution to the evaporators in the logistics centre is carried out through the intermediate ceiling area. This system design eliminates the costs of fresh and waste water treatment as well as the need for the hygienic inspections stipulated by the German Ordinance (BImSchV) for evaporation condensers, which requires water treatment for Legionella prevention and the associated documentation. Additionally, the smaller required pipe dimensions allow for a reduction in the steel structure and the weight of the pipelines.
High cooling capacities in a compact space
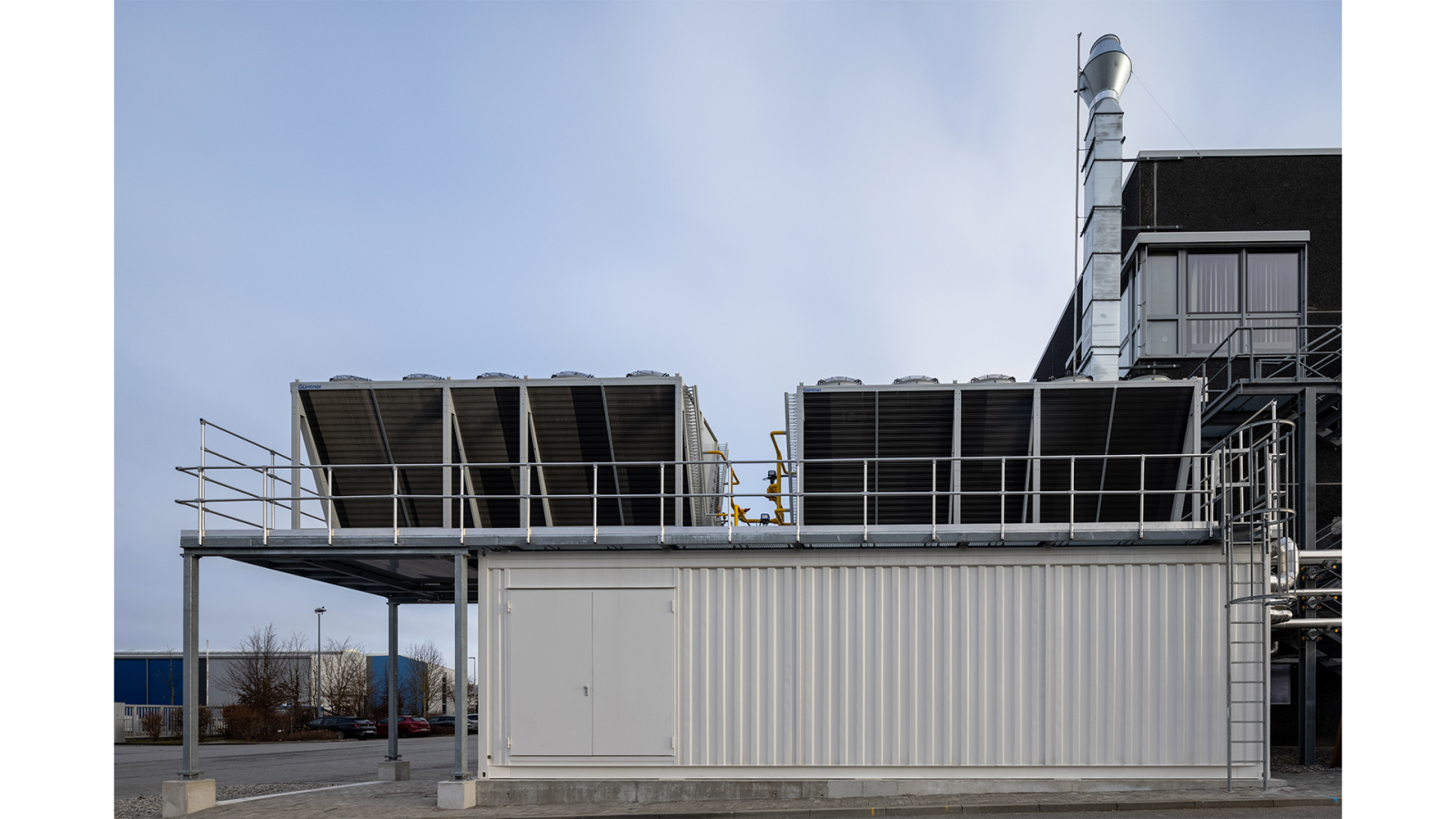
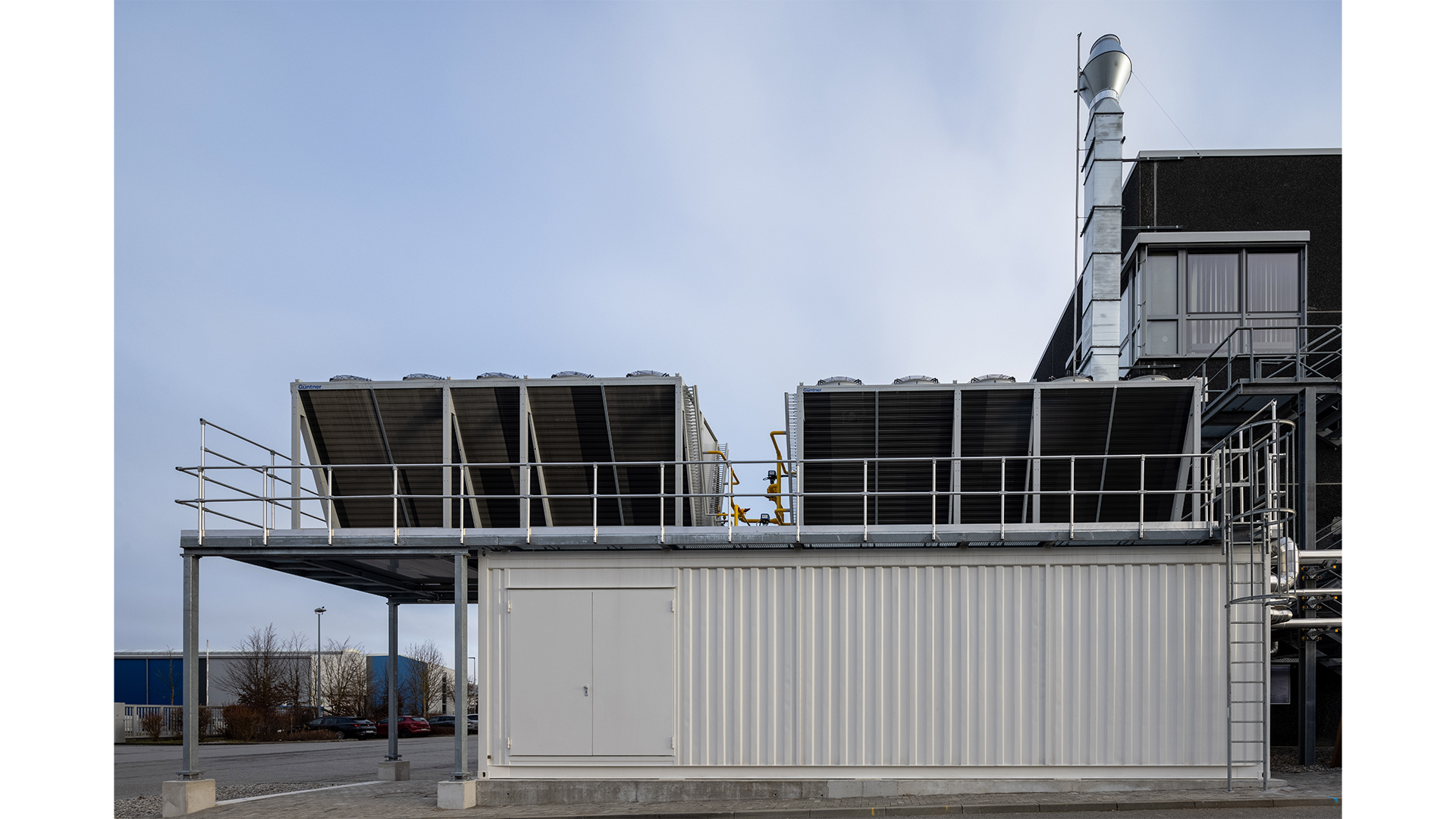
The new ammonia refrigeration system was installed in a container in front of the building, which is designed to be a fully functional machinery room. The container construction and safety equipment fulfil the requirements of a typical machinery room in accordance with the relevant regulations. Due to stringent safety requirements for ammonia refrigeration systems, which also apply to the location of installation, the container proved to be advantageous for this renovation project in the existing building. It also offers a certain level of independence from the physical conditions of the logistics centre and could, for example, be relocated, including the refrigeration system, should the company ever move.
The container solution required an extraordinarily compact refrigeration system, which is how the choice for a BITZER Ammonia Compressor Pack (ACP) came about. ‘The ACP fits perfectly inside the container, and we have had good experiences with ACPs in past projects,’ says Thomas Grad. In the design selected for the product, this BITZER screw compressor compound unit boasts a robust frame featuring three OS.A85 open drive ammonia screw compressors – each with a suitable motor – a horizontal, three-stage OAHC oil separator and two oil coolers. The oil coolers deliver a heat recovery capacity of around 200 kW and can also be used to augment building heating by providing glycol with a flow temperature of up to +60°C. The ACP components are optimally coordinated to ensure highly efficient, reliable operation with a low oil carry over rate. The ACP provides the logistics centre with the total cooling capacity of 1,150 kW (reference values: tO = –5°C/tc = +45°C).
Reliable temperatures with maximum energy efficiency
The three screw compressors and the robust industrial design of all the ACP components ensure high operating reliability, which is essential because the cold stores house many sensitive goods. The compressors are also fitted with the BITZER IQ MODULE, which, with its intelligent operating and protection functions, such as precise monitoring of operating parameters, increases the availability and efficiency of the refrigeration system.
The new refrigeration system is designed with an evaporation temperature of –5°C. Another project requirement was that the cold storage unit needed to be flexible enough to accommodate different foods depending on market demand. One exception is cold storage unit 1, which is reserved exclusively for dairy products. Thanks to compressor speed control via external VARIPACK frequency inverter and the option to shut off individual compressors in part load, capacity can be adjusted with precision to meet the storage rooms’ actual cooling demand. This combination of speed control and selective shut-off ensures maximum efficiency especially in part load operation. Whilst the old system offered an average EER efficiency rating of 2.1, the new ammonia refrigeration system achieves an EER of 3.5 (reference values: to = –5°C/tc = +45°C) even in unfavourable operating conditions. Thanks to high energy efficiency, it was possible to reduce energy consumption at the Bergkirchen site by an average of 45%, which will lead to significant cost savings over the long term.
Renovating the existing building
The entire refrigeration system was modernised with minimal impact on the logistics operations, which continued throughout the process. Harig GmbH was responsible for installing and commissioning the new refrigeration system, including mounting and connecting the evaporators, the electric cables and disassembly of the old system. Hired refrigeration equipment was used to keep the goods cool in the logistics centre during the transition period. ‘Once disassembly of the old system began, there were more than 20 people from different trades on-site to ensure the work was done quickly. Good coordination was key,’ says Wladimir Schneider, a project manager at the Harig company.
The tight space of around 80 cm in the ceiling void made it all the more difficult to install the pipelines connecting the evaporators. In accordance with the highest safety standards, the ceiling was supported with scaffolding during installation and the TuB Tragwerk company assumed responsibility for all the structural calculations and for overseeing assembly of the steel structure. Once the foundation for the new refrigeration system had been laid in front of the building, a crane was used to position the 50-tonne container on the installation site. The BITZER ACP was delivered ready to be mounted to enable ultra-fast installation and commissioning. All the relevant ACP components are easy to access at all times, which simplifies maintenance and servicing. In combination with the Harig programmable logic control, the IQ MODULE also enables access to operating data, which allows the Harig company to supports its customers even remotely if necessary.
After a ten-week phase of site preparation, the ACP was successfully launched in a single working day. ‘BITZER technical support was always there to assist us, evening during commissioning,’ explains Wladimir Schneider.
A successful partnership
Thanks to the extraordinary partnership, the entire refrigeration renovation project at the Metro Logistics warehouse was successfully completed within a year. ‘What I appreciate most about this collaboration is the spirit of partnership. When you work together on a basis of mutual trust, you can overcome any challenges,’ says Jürgen Filster, Head of Development in Industrial Refrigeration at BITZER. ‘We’re more than satisfied with the results and appreciate the compact and yet easy-to-maintain system design. This container solution will definitively serve as an example for future projects of this kind,’ says Christian Fieger, Technical Director of Metro Logistics. ‘The new refrigeration system not only offers reliable, efficient cooling, but is also future-proof thanks to the natural refrigerant ammonia.’